The choice of forming fabric structure is a critical decision that depends on the paper grade, machine speed, and the specific requirements for sheet quality versus fabric life. As the layers increase, so does the ability to separate the “paper side” functions from the “machine side” functions.
1. Single Layer Fabrics
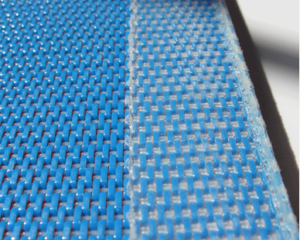
These are the simplest designs, where a single set of warp and shute yarns are woven together.
When to use: Low-speed machines or specific paper grades like heavy board, pulp drying, or basic wrapping papers.
Advantages: High drainage capacity and easy cleaning.
Disadvantages: Poor dimensional stability, high susceptibility to stretching, and a tendency to leave significant “wire marks” on the sheet.
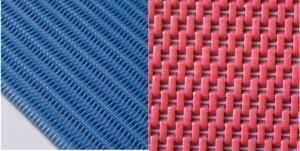
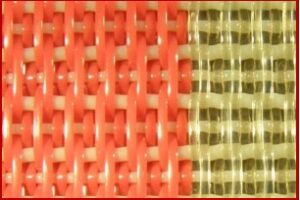
2. Double Layer Fabrics
These consist of two distinct layers of shute (weft) yarns tied together by a single set of warp yarns.
When to use: Mid-speed machines producing printing and writing papers or linerboard.
Advantages: Better dimensional stability and a higher Fiber Support Index (FSI) than single layer. The extra shute count on the bottom provides much better wear resistance.
Disadvantages: Can be prone to “inter-layer” wear and may have lower drainage capacity compared to more modern designs.
3. 2.5 Layer (Extra Support Double Layer)
This is an evolution of the double layer where additional “shute” yarns are added to the paper side to increase fiber support without adding significant thickness.
When to use: Fine paper, tissue, and specialty grades where surface smoothness and retention are vital, but a full Triple Layer (SSB) might be too thick or expensive.
Advantages: Significantly improved sheet release and reduced fiber carry-over (spider webs). It provides a smoother topography than a standard double layer.
Disadvantages: Slightly more difficult to clean than simple double layers.
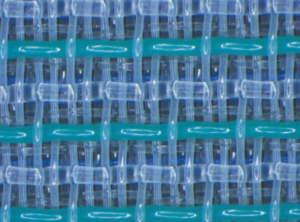
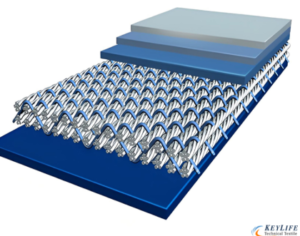
4. SSB (Sheet Support Binder) / Triple Layer
SSB is the current industry standard for high-speed, high-quality paper production. It consists of two independent fabrics (a top and a bottom) joined by intrinsic binder yarns.
When to use: High-speed twin-wire formers, premium graphic papers, and high-quality tissue.
Advantages:
Maximum FSI: The top layer is optimized purely for fiber support and formation.
Maximum Wear: The bottom layer is optimized purely for abrasion resistance and stability.
High Drainage: Despite being “thicker,” the structure allows for high void volume and controlled drainage.
Disadvantages: High cost and requires high-pressure cleaning systems to prevent internal plugging.
Comparison Summary
| Fabric Type | Stability | Fiber Support | Wear Life | Typical Application |
| Single Layer | Low | Low | Low | Pulp, Heavy Board |
| Double Layer | Medium | Medium | Medium | Linerboard, Corrugating |
| 2.5 Layer | Medium | High | Medium | Fine Paper, Tissue |
| SSB | High | Very High | High | High-speed Newsprint, Fine Paper |
Key Decision Factors
When selecting between these, consider these three “Red Flags”:
Fiber Carry-over: If you see “spider webs” or fiber accumulation on the return rolls, you likely need a higher FSI (moving from Double Layer to 2.5 Layer or SSB).
Fabric Life: If the fabric is wearing out too fast on the machine side, an SSB or a heavy-shute Double Layer is required.
Drainage Bottlenecks: If the machine is “water-limited,” you must balance the layer count with the Permeability (CFM) to ensure you aren’t choking the drainage.
Consult KEYLIFE to choose your forming fabric!