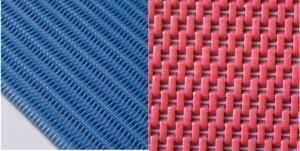
The efficiency of a paper machine is dictated by the performance of its “clothing”—the forming fabrics, press felts, and dryer fabrics. These engineered textiles are not just belts; they are complex precision tools.
To optimize production, engineers must calculate specific parameters that define how these fabrics handle water, tension, and heat. Here is a breakdown of the essential calculations for each section of the machine.

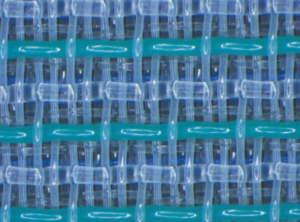
1. Forming Fabrics (The Wet End)
The primary goal of the forming fabric is to support fiber mat construction while allowing water to drain.
Drainage Area (Open Area)
This determines how much water can pass through the mesh. It is calculated based on the diameters of the warp (longitudinal) and shute (transverse) wires and the mesh count.

Where:
W: Warp pitch (1 / mesh count)
S: Shute pitch (1 / count)
dw: Diameter of warp wire
ds: Diameter of shute wire
Fiber Support Index (FSI)
The FSI quantifies how well the fabric supports the pulp fibers to prevent “bleed-through.” A higher FSI generally indicates better sheet quality and smoother surface characteristics.
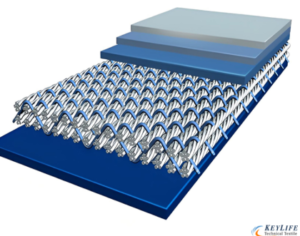
2. Press Felts (The Press Section)
Press felts act as both a conveyor and a “sponge.” Their most critical parameters involve their ability to handle huge volumes of water under intense pressure.
Void Volume
This is the internal space within the felt available to hold water while it is in the nip (the point of compression). It is calculated by subtracting the volume of the synthetic fibers from the total volume of the felt.

Note: As a felt wears down or becomes “compacted,” its void volume decreases, leading to poor water removal and potential sheet crushing.
Compression Ratio
This measures how much the felt thickness changes under a specific load. It is vital for understanding the “nip residence time.”
Calculation:

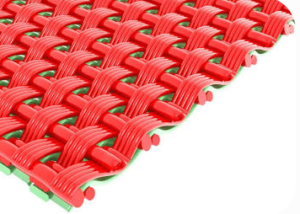
3. Dryer Fabrics (The Drying Section)
In the dryer section, the focus shifts from liquid water removal to evaporation and aerodynamics.
Air Permeability (CFM)
Permeability is the most critical parameter for dryer fabrics. It is measured as the volume of air (in cubic feet per minute) that passes through one square foot of fabric at a pressure drop of 0.5 inches of water.
Why it matters: If the CFM is too high on a high-speed machine, it can cause “sheet fluttering” or even breaks due to air turbulence. If it is too low, the moist air remains trapped, slowing down the drying process.
Contact Area
Since the dryer fabric presses the paper web against the heated cylinders, the amount of surface area actually touching the paper is vital for heat transfer.
Calculation: This is typically measured using a carbon paper test or digital topography to determine the percentage of the fabric surface consisting of “knuckles” (the high points of the weave).
Summary of Key Variables
| Section | Key Parameter | Primary Goal |
| Forming | Drainage/Open Area | Fast water removal & fiber retention |
| Press | Void Volume | Water storage during compression |
| Dryer | Permeability (CFM) | Controlled evaporation & sheet stability |
Engineering Tip: The “Running” Dimensions
It is important to remember that fabrics are elastic. All calculations should ideally account for Operating Tension. A fabric under 30 kN/m of tension will have a slightly different mesh geometry and permeability than one sitting on a warehouse shelf. Always use the “stretched” dimensions provided by the manufacturer for high-accuracy modeling.